Novinky
Domov / Novinky / Priemyselné správy / Rozdiel je len tenká ochranná vrstva: Prečo niektoré medené rúrky vydržia 15 rokov, zatiaľ čo iné korodujú a pretekajú už po 3 rokoch?

"Obaja sú medené rúrky použité v zariadenia na odsoľovanie morskej vody , ale produkty, ktoré sme ošetrili konvenčné morenie a pasivácia vykázala jamkovú koróziu a únik za menej ako 3 roky v morskom prostredí; zatiaľ čo výrobok konkurenta ošetrený technológia vákuového iónového pokovovania , má životnosť viac ako 15 rokov a jeho jednotková cena je o 30 % vyššia ako naša.“ Pán Liu, technický riaditeľ spoločnosti na výrobu rúr z medenej zliatiny v Qingdao, zdvihol dve časti vyradených a neporušených medených rúrok, čím odhalil skrytú hodnotu technológie povrchovej úpravy. Povrchová úprava, ako posledný krok pri výrobe medených rúrok, sa môže zdať ako jednoduchá pomocná operácia „odhrdzovania a náteru“, ale priamo určuje kvalitu produktu. odolnosť proti korózii, odolnosť proti opotrebovaniu a životnosť a further impacts its market positioning and added value. Currently, most domestic copper tube manufacturers still rely on traditional surface treatment processes such as morenie a obyčajná pasivácia , čím sú ich produkty nevhodné do náročného prostredia ako napr morská, chemická a špičková úprava vody ; niekoľko spoločností však aktualizovalo svoje rafinované technológie povrchovej úpravy , čo umožňuje ich medeným rúram udržať si stabilný výkon v extrémnych prostrediach a ľahko zaujať trh vyššej kategórie. Tento tenký" ochranný film “ sa stáva základným detailom, ktorý odlišuje konkurencieschopnosť produktov z medených rúrok, a zároveň je kľúčom k inovácii odvetvia z „kvalifikovanej“ na „vysokú kvalitu“.
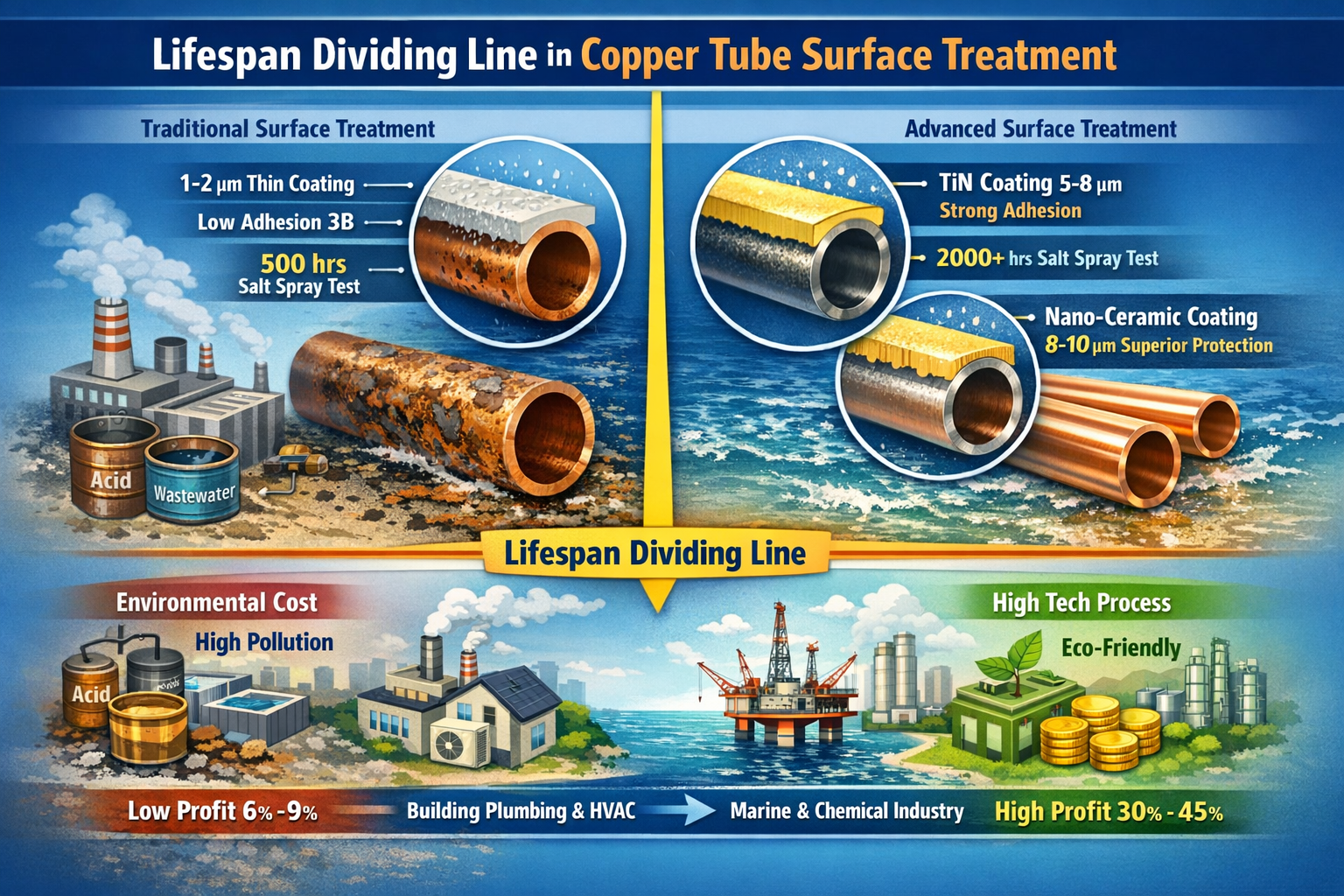
Hlavná hodnota povrchovej úpravy medených rúrok spočíva vo vytvorení ochrannej vrstvy na povrchu fyzikálnymi alebo chemickými prostriedkami, ktorá ju izoluje od korozívnych zdrojov, ako je vzduch, vlhkosť a acidobázické médiá, pričom súčasne optimalizuje drsnosť povrchu a zlepšuje kompatibilitu produktu. Ochranné vrstvy vytvorené rôznymi procesmi sa výrazne líšia rovnomernosť hrúbky, priľnavosť a odolnosť proti korózii , čo v konečnom dôsledku priamo ovplyvňuje životnosť produktu. Údaje z testov zrýchleného starnutia, ktoré vykonalo Čínske združenie priemyslu spracovania neželezných kovov, ukazujú, že: Medené rúrky s použitím tradičný proces morenia a pasivácie majú hrúbku ochrannej vrstvy iba 1-2 μm, hodnotenie priľnavosti 3B (ľahko odlepiteľné) a zrýchlenú životnosť korózneho testu približne 500 hodín v prostredí s 5 % slanou vodou, čo zodpovedá skutočnej životnosti 3-5 rokov; Medené rúrky pomocou proces vákuového iónového pokovovania (TiN povlak). mať hrúbku ochrannej vrstvy 5-8 μm, hodnotenie priľnavosti 1B (silná priľnavosť) a skúšobnú životnosť presahujúcu 2000 hodín v rovnakom prostredí so slanou vodou, so skutočnou životnosťou viac ako 15 rokov; zatiaľ čo medené rúrky pomocou proces elektrochemického leštenia nanokeramického povlaku ponúkajú ešte lepší ochranný výkon so skutočnou životnosťou presahujúcou 20 rokov, dokonale sa hodí do vysoko korozívneho chemického prostredia.
Z pohľadu aplikačných scenárov a pridanej hodnoty rozdiely v procesoch povrchovej úpravy priamo určujú trhovú úroveň produktu. Medené rúry používané v konvenčných stavebných inštalatérskych a bežných klimatizačných a chladiacich systémoch majú nízke požiadavky na odolnosť proti korózii a postačujú tradičné morenie a pasivačné procesy. Hrubé ziskové rozpätie týchto produktov je len 6 % – 9 %. Medené rúrky používané v námornom inžinierstve, chemických potrubiach a špičkových zariadeniach na čistenie vody však musia dlhodobo odolávať drsnému prostrediu, ako je soľ, alkálie a kyseliny, čo si vyžaduje rafinované procesy povrchovej úpravy . Tieto produkty môžu dosiahnuť hrubé ziskové rozpätie 30% - 45% a dopyt na trhu je stabilný. Normy obstarávania výrobcu vybavenia námorného inžinierstva ukazujú, že ich zodpovedajúce medené rúrky musia prejsť 1000-hodinovým testom neutrálnej soľnej hmly bez korózie a drsnosť povrchu musí byť ≤Ra0,2μm. Iba 3-5 domácich spoločností používajúcich špičkové procesy povrchovej úpravy môže splniť tieto normy; väčšina spoločností, ktoré sa spoliehajú na tradičné procesy, tieto zákazky míňa.
(Tento obrázok vytvorila AI.)
Z praktického obchodného hľadiska sa rozdiely v procesoch povrchovej úpravy odrážajú aj v environmentálnych nákladoch a efektívnosti výroby. Tradičné procesy morenia a pasivácie sa spoliehajú na silné kyseliny a zásady, ktoré nielenže vytvárajú veľké množstvo odpadovej vody obsahujúcej ťažké kovy, čo má za následok vysoké náklady na ekologickú úpravu (približne 300 juanov na tonu medenej rúrky), ale trpia aj problémami, ako je nerovnomerná povrchová korózia a odlupovanie ochrannej vrstvy, čo si vyžaduje častú údržbu. Jemne vyladené procesy, ako je vákuové iónové pokovovanie a elektrochemické leštenie, využívajú technológie s nulovými emisiami alebo reagencie s nízkym znečistením, čím sa znižujú náklady na ekologickú úpravu na 80 – 120 juanov na tonu medenej rúrky. Okrem toho tieto procesy ponúkajú lepšiu jednotnosť a priľnavosť ochrannej vrstvy, čím sa eliminuje potreba ďalšej údržby. Hoci počiatočná investícia do zariadenia je vyššia, dlhodobé celkové náklady sú nižšie a výrazne sa zvyšuje potenciál prémiovej ceny produktu.
| Proces povrchovej úpravy | Základné vybavenie/činidlá | Parametre ochrannej vrstvy | Odolnosť proti korózii (test soľným postrekom) | Použiteľné scenáre | Celková cena (juan/tona) | Prémiová sadzba produktu |
| Tradičné morenie a pasivácia | Zmes kyseliny chlorovodíkovej a kyseliny dusičnej, používaná v kyslom moriacom tanku. | Hrúbka: 1-2 μm, Priľnavosť: 3B, Drsnosť: Ra 0,8-1,2 μm | ≤ 500 hodín, náchylné na jamkovú koróziu. | Všeobecné stavebné inštalatérske a kanalizačné systémy, medená rúrka klimatizácie pre domácnosť | 450-550 | 0%-5% |
| Vákuové iónové pokovovanie (TiN povlak) | Vákuový iónový pokovovací stroj, titánový terčový materiál | Hrúbka: 5-8 μm, Priľnavosť: 1B, Drsnosť: Ra 0,2-0,4 μm | 1500-2000 hodín, bez korózie. | Medené rúry pre námorné inžinierstvo a stavbu lodí. | 800-900 | 25 % – 30 % |
| Elektrochemický leštiaci nanokryštalický keramický povlak | Elektrochemická leštiaca nádrž, nano-keramický náterový prostriedok | Hrúbka: 8-10 μm, Priľnavosť: 1A, Drsnosť: Ra ≤ 0,2 μm | ≥2000 hodín, extrémne silná odolnosť proti korózii | Chemické potrubia, špičkové zariadenia na čistenie vody, medené rúry | 1200-1500 | 35 % – 45 % |
Tabuľka 1: Porovnanie kľúčových parametrov a aplikačnej hodnoty troch procesov povrchovej úpravy
To, čo vyzerá ako jemný rozdiel v „hrúbke ochrannej vrstvy“, v skutočnosti odráža značnú medzeru v schopnostiach v troch kľúčových oblastiach: technológie zariadení , riadenie procesu a formulácia činidla . Hĺbkové prieskumy továrne odhaľujú, že medzera v procesoch povrchovej úpravy medzi domácimi spoločnosťami nie je len záležitosťou výberu zariadenia, ale skôr rozdielom v schopnosti presne kontrolovať a optimalizovať detaily procesu. Tieto tri kľúčové problémy spoločne vedú k rozdielom v produkte odolnosť proti korózii a pridanú hodnotu .
Základné technológie sofistikovaných zariadení na povrchovú úpravu boli dlho monopolizované nemeckými a švajčiarskymi spoločnosťami. Hoci domáci výrobcovia zariadení môžu vyrábať základné náterové a leštiace zariadenia, existujú značné medzery v kontrole rovnomernosti náteru, nastavení intenzity iónového lúča a presnosti leštenia. Dovážané stroje na vákuové iónové pokovovanie využívajú technológiu kooperatívneho naprašovania s viacerými cieľmi, spojenú so systémom merania hrúbky lasera, ktorý dokáže kontrolovať chybu hrúbky ochrannej vrstvy v rozmedzí ± 0,1 μm a dosiahnuť 100% pokrytie povlakom; zatiaľ čo podobné domáce zariadenia väčšinou používajú jednocieľové naprašovanie, pričom meranie hrúbky sa primárne spolieha na manuálnu kontrolu, čo vedie k chybe hrúbky až ±0,5 μm. To často vedie k problémom, ako je neúplný povlak a nerovnomerná hrúbka, ktoré nespĺňajú požiadavky špičkových produktov.
Dôležitejšie je, že inteligentný riadiaci systém sprevádzajúci dovážané zariadenie umožňuje presné digitálne riadenie parametrov procesu. Automaticky optimalizuje parametre, ako je intenzita iónového lúča, čas poťahovania a leštiaci prúd pre rôzne materiály a špecifikácie medených rúrok. Na rozdiel od toho domáce zariadenia často postrádajú inteligentné riadiace funkcie, ktoré sa pri nastavovaní parametrov spoliehajú výlučne na skúsenosti pracovníkov, čo má za následok slabú konzistentnosť výkonu ochrannej vrstvy v rôznych šaržiach produktov. "V prípade medených rúr s rovnakými špecifikáciami tie, ktoré sú spracované domácimi zariadeniami, niekedy prejdú testom soľnej hmly 800 hodín, zatiaľ čo iné vydržia len 400 hodín. Jednoducho nemôžeme dodávať špičkové objednávky hromadne," povedal inžinier Liu. Dodal, že spoločnosť sa pokúsila odladiť proces vákuového iónového pokovovania pomocou domáceho zariadenia, ale po dvoch mesiacoch stále nedokázali dosiahnuť stabilné výsledky, čo ich nakoniec prinútilo minúť viac ako 12 miliónov juanov na dovážané zariadenia.
Presné riadenie procesov povrchovej úpravy sa spolieha na štandardizované operácie počas celého procesu. Väčšina malých a stredných podnikov s medenými rúrami v Číne sa však stále spolieha na rozsiahle výrobné metódy chýba systém systematického riadenia procesov. Napríklad pri tradičných procesoch morenia a pasivácie môžu jemné zmeny koncentrácie kyseliny, teploty morenia a času pasivácie ovplyvniť priľnavosť ochrannej vrstvy. Väčšine spoločností však chýbajú jasné štandardy kontroly parametrov; koncentrácia kyseliny sa posudzuje vizuálnou kontrolou pracovníkov a kolísanie teploty môže dosiahnuť ± 5 ℃, čo vedie k nestabilnému výkonu ochrannej vrstvy. V elektrochemické leštenie stupeň, vzdialenosť elektród a hustota prúdu ovplyvňujú drsnosť povrchu, ale väčšine spoločností chýbajú pevné štandardy, ktoré sa pri úpravách spoliehajú výlučne na skúsenosti pracovníkov, čo vedie k odchýlkam drsnosti až ±0,3 μm v rámci tej istej šarže produktov.
Naproti tomu firmy zamestnávajúce rafinované procesy zaviedli štandardizovaný systém kontroly počas celého procesu. Od monitorovania koncentrácie kyseliny v reálnom čase a digitálnej kontroly parametrov pokovovania až po laserové meranie hrúbky a testovanie adhézie hotovej ochrannej vrstvy má každý krok jasné štandardy parametrov a testovacie postupy a všetky údaje sú vysledovateľné počas celého procesu. Procesné dokumenty od špičkovej spoločnosti s medenými rúrami ukazujú, že jej proces elektrochemického leštenia vyžaduje, aby bola prúdová hustota stabilná pri 20-22 A/dm², teplota kontrolovaná na 45 ± 1℃ a koncentrácia kyseliny kontrolovaná každých 10 minút, aby sa zabezpečila konzistentná drsnosť povrchu a kvalifikovaný výkon ochrannej vrstvy.
Receptúra činidla na povrchovú úpravu priamo určuje výkon a šetrnosť k životnému prostrediu ochrannej vrstvy. Väčšina domácich spoločností však stále používa tradičné receptúry činidiel, čo sťažuje rovnováhu medzi odolnosťou proti korózii a environmentálnymi požiadavkami. Tradičné morenie a pasivácia využívajú vysokú koncentráciu zmes kyseliny chlorovodíkovej a kyseliny dusičnej , ktorý môže rýchlo odstrániť povrchové oxidy, ale je vysoko korozívny, čo ľahko vedie k mikrotrhlinám na povrchu medenej rúrky, čím sa znižuje pevnosť produktu. Okrem toho je čistenie odpadových vôd náročné a nákladné; zatiaľ čo domáce rafinované činidlá na úpravu majú zlepšený environmentálny výkon, zaostávajú za dovážanými činidlami, pokiaľ ide o priľnavosť náteru a odolnosť proti korózii . Dovážané nanokeramické náterové činidlá môžu na povrchu medenej rúrky vytvoriť hustý ochranný film s odolnosťou voči kyselinám a zásadám proti korózii viac ako dvojnásobne v porovnaní s domácimi činidlami.
Väčšine spoločností zároveň chýba schopnosť optimalizovať formulácie činidiel a nemôžu upravovať zložky činidiel podľa potrieb zákazníka. Napríklad na riešenie charakteristík korózie s vysokým obsahom soli v morskom prostredí, špecializované faktory odolné voči korózii je potrebné pridať do poťahovacích činidiel. Domáce spoločnosti však majú problémy s presnou kontrolou pomeru pridávania, pretože sú schopné kopírovať iba všeobecné vzorce, čo má za následok výrazne znížené ochranné účinky. Na rozdiel od toho môžu dovážaní výrobcovia činidiel prispôsobiť formulácie podľa potrieb zákazníkov a poskytnúť exkluzívne procesné riešenia na zabezpečenie vhodnosti produktu pre špecifické drsné prostredia.
Aj keď sú inovácie technológií povrchovej úpravy často prehliadané v porovnaní s hlavnými výrobnými procesmi, napriek tomu, že si vyžadujú relatívne nízke investície, môžu výrazne zvýšiť pridanú hodnotu produktu a stať sa kľúčovým faktorom pre spoločnosti, aby sa dostali na trh vyššej kategórie. Pre domáce spoločnosti s medenými rúrkami nie je potrebné slepo prenasledovať dovážané zariadenia a činidlá; namiesto toho môžu postupne dosiahnuť rafinovanú povrchovú úpravu postupná modernizácia vybavenia , štandardizované riadenie procesov a optimalizácia receptúry činidla , čím sa búrajú neviditeľné bariéry na trhu vyššej kategórie.
Spoločnosti si môžu vybrať viacúrovňové riešenia upgradu zariadení na základe ich umiestnenia produktu. Pre malé a stredné podniky (MSP) s obmedzeným kapitálom a so zameraním na konvenčné produkty je možné existujúce morenie zariadenia upraviť pridaním automatické monitory koncentrácie kyseliny a systémy kontroly teploty , optimalizácia procesov morenia a pasivácie. Toto kontroluje chybu hrúbky ochrannej vrstvy v rozmedzí ± 0,3 μm, čím spĺňa požiadavky na odolnosť proti korózii s nízkou až strednou úrovňou. Náklady na úpravu sú len 1/15 ceny dovážaného zariadenia. Pre spoločnosti zamerané na trh strednej triedy, domáca výroba strednej triedy vákuové lakovacie zariadenia možno zakúpiť v kombinácii s dovážanými systémami na meranie hrúbky jadra, čím sa zabezpečí stabilný výkon ochrannej vrstvy pri kontrole nákladov. Pre spoločnosti na trhu vyššej kategórie cielené obstarávanie dovážaných presné vybavenie môže dosiahnuť maximálnu kontrolu nad ochrannou vrstvou a kompenzovať náklady na vybavenie prostredníctvom prémiovej ceny produktu.
Transformačné postupy stredne veľkej spoločnosti na výrobu medených rúr v Ningbo sú veľmi poučné. Spoločnosť investovala 800 000 RMB do vybavenia svojej existujúcej výrobnej linky na morenie a pasiváciu automatická kontrola teploty a systém monitorovania koncentrácie , optimalizuje vzorec pasivačného činidla. Tým sa zlepšila priľnavosť ochrannej vrstvy z 3B na 2B a predĺžila sa životnosť testu soľným postrekom z 500 hodín na 800 hodín, čím sa úspešne vstúpilo na trh s námorným vybavením strednej triedy. Prémia za produkt dosiahla 15 % a návratnosť investície presiahla 180 %.
Spoločnosti by mali opustiť rozsiahle výrobné metódy a zaviesť štandardizovaný systém kontroly procesov povrchovej úpravy. Mali by identifikovať kľúčové kontrolné body v každej fáze, ako je morenie, leštenie, náter a testovanie, a vypracovať jasné štandardy parametrov a prevádzkové postupy, ktoré tvoria štandardizované prevádzkové postupy (SOP). Napríklad jasné definovanie základných parametrov, ako je čas morenia, koncentrácia kyseliny a teplota povlaku pre rôzne materiály medených rúrok, zaisťuje konzistentnú prevádzku. Súčasne by mali posilniť monitorovanie procesov zavedením laserových hrúbkomerov a testerov priľnavosti na vykonanie vzorového testovania hrúbky ochrannej vrstvy, drsnosti a priľnavosti každej šarže produktov, čo najrýchlejšie identifikovať problémy a upraviť proces.
Posilniť by sa mali aj firmy školenie pracovníkov , ktorá umožňuje pracovníkom zvládnuť nastavovanie parametrov, údržbu zariadení a testovacie metódy, namiesto toho, aby sa spoliehali len na skúsenosti. Jedna spoločnosť prostredníctvom zavedenia štandardizovaného systému a školiaceho mechanizmu znížila chybovosť produktu v procese povrchovej úpravy z 8 % na 1,5 % a zlepšila konzistentnosť výkonu ochrannej vrstvy o 60 %.
Spoločnosti môžu optimalizovať zloženie činidiel na povrchovú úpravu prostredníctvom nezávislého výskumu a vývoja a spoločného výskumu a vývoja. Pre tradičné spracovateľské spoločnosti môžu postupne znižovať koncentráciu kyselín, pridávať inhibítory korózie a stabilizátory na zníženie tvorby mikrotrhlín na povrchu medenej rúrky a zároveň znižovať náklady na čistenie odpadových vôd. Spoločnosti so sofistikovanými procesmi môžu spolupracovať s univerzitami a výskumnými inštitúciami na vývoji špecializovaných činidiel prispôsobených konkrétnym scenárom, ako je vývoj poťahovacích činidiel s vysokou odolnosťou voči soli pre morské prostredie a činidiel odolných voči kyselinám a zásadám pre scenáre chemického priemyslu, čím sa zvýši cielená konkurencieschopnosť ich produktov.
Okrem toho môžu spoločnosti prijať tzv. dovážané reagencie doma vyvinuté prispôsobenie "modelka. Pri použití dovážaných činidiel pre základné zložky môžu nezávisle formulovať pomocné zložky, čím sa dosiahne vyváženie výkonu a nákladov. Napríklad jedna spoločnosť používa dovážané produkty pre jadrové keramické faktory vo svojom procese nanokeramického poťahovania, pričom nezávisle vyvíja pomocné komponenty. To nielen zaručuje odolnosť proti korózii, ale tiež znižuje náklady na činidlá o 30 %.
obyčajný" ochranný film „rozlišuje životnosť produktu a pridanú hodnotu. Tento detail odráža základnú logiku transformácie čínskeho priemyslu medených rúr z „priority rozsahu“ na „prioritu kvality“ – konkurenciu v špičková výroba často spočíva v zdanlivo bezvýznamných dokončovacích procesoch. Povrchová úprava, presné testovanie a ochrana balenia , zdanlivo pomocné kroky, sú kľúčové pre zlepšenie stability produktu a predĺženie životnosti a sú tiež neviditeľnými pákami pre spoločnosti, ako prelomiť konkurenciu nižšej kategórie a obsadiť trhy vyššej kategórie.
Pre čínskych výrobcov medených rúrok nie je potrebné slepo presadzovať inovácie zariadení na výrobu jadra. Zameraním sa na detailné procesy ako je povrchová úprava, a cez modifikácia zariadenia, štandardizované riadenie a optimalizácia receptúry , môžu zlepšiť konkurencieschopnosť produktov pri nižších nákladoch a dosiahnuť zdvojnásobenie pridanej hodnoty. Keď čoraz viac spoločností začne venovať pozornosť zdokonaľovaniu týchto „skrytých procesov“, čínsky priemysel medených rúr môže skutočne uniknúť ťažkostiam „nízkej cenovej konkurencie“, transformovať sa z veľkej produkčnej krajiny na výrobnú veľmoc a vytvoriť si pevné miesto v globálnom špičkovom dodávateľskom reťazci.

Čo je to hrubá stienová medená trubica? Hrubá meďná trubica, tiež známa ako bezšvová hrubá meďová trubica, je vysoko výkonná kovová trubica vyrobená z čis...
Zobraziť podrobnosti
Prehľad a dôležitosť medenej kapilárnej trubice V moderných priemyselných zariadeniach a kontrolných systémoch presnosti sa miniaturizácia a vysoká presno...
Zobraziť podrobnosti
Čo je medená trubica? Analýza zloženia materiálu a základných charakteristík Definícia medenej trubice Medená trubica je rúrkový predmet vyrobený z med...
Zobraziť podrobnosti
Pochopenie trubíc medených štvorcov: zloženie, známky a typické aplikácie Medené štvorcové trubice sú špecializované extrúzie, ktoré kombinujú vynik...
Zobraziť podrobnosti![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Všetky práva vyhradené.
